









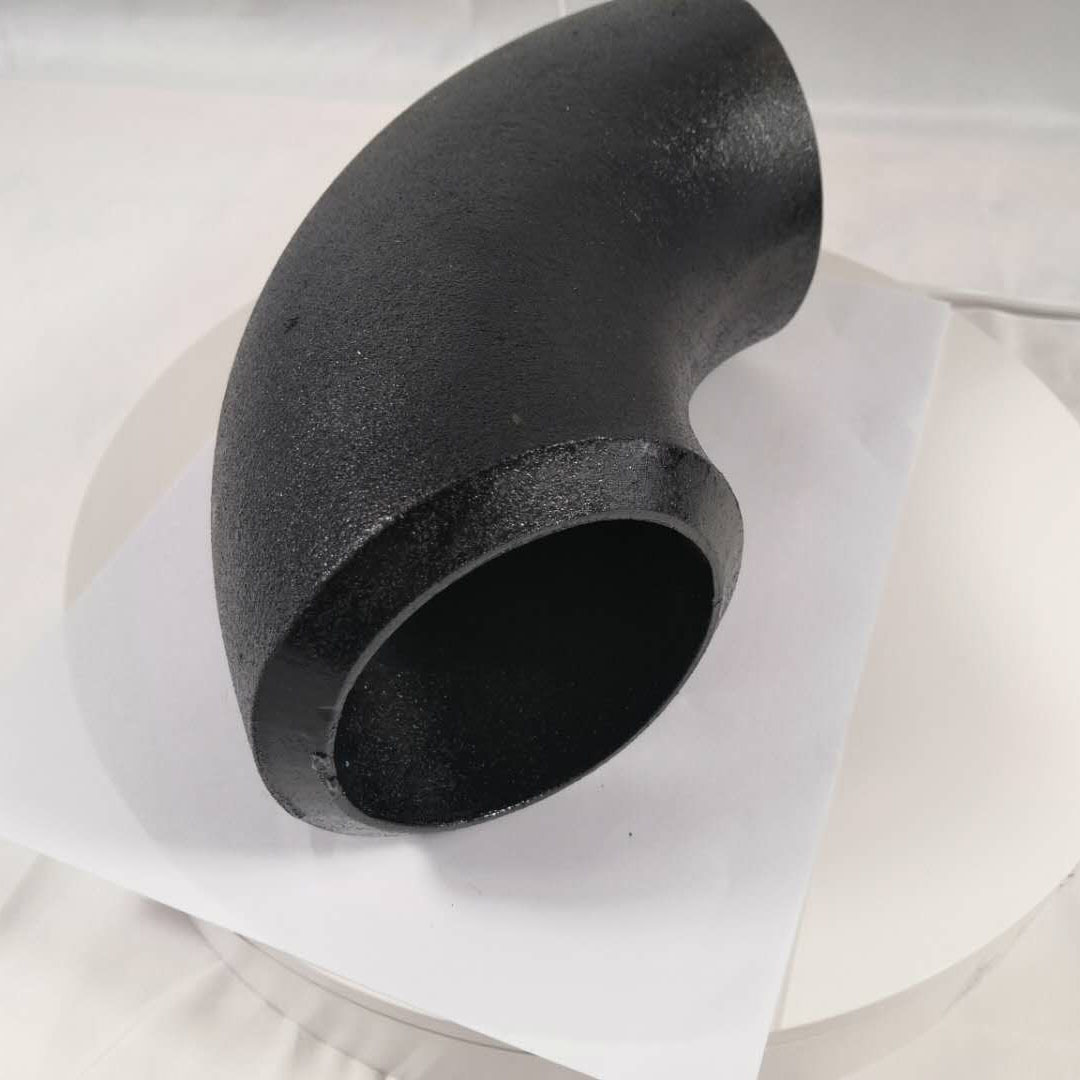
DN25 25A sch160 цевководен фитинг од 90 степени со колено
Фабричкиот DN25 SCH160 лакт од 90 степени е прецизно изработен фитинг за цевки под висок притисок, дизајниран за критични апликации каде што сигурноста и структурниот интегритет се неспорни. Изработен од безшевен јаглероден челик ASTM A234 WPB во целосна согласност со стандардите ASME B16.9, овој лакт со долг радиус од 1.5D е оптимално решение за интегрирање во системи за цевки под висок притисок од Schedule 160. Неговата безшевна конструкција обезбедува супериорно задржување на притисокот, исклучителна отпорност на замор и зголемена безбедност во споредба со заварените фитинзи, што го прави претпочитана компонента за барачки услуги во петрохемиската, електричната и нафтената и гасната инфраструктура.
Овој лакт е дизајниран да овозможи непречена промена на насоката од 90 степени во протокот на флуид под висок притисок, минимизирајќи ја турбуленцијата и системскиот пад на притисокот благодарение на неговиот оптимизиран радиус на свиткување од 1,5D. Спецификацијата на материјалот ASTM A234 WPB гарантира одлична заварливост и робусни механички својства, овозможувајќи создавање силни споеви со заварување без протекување кои стануваат составен дел од цевководот. Дизајниран за долговечност и непоколебливи перформанси во сурови работни средини, овој фитинг е фундаментален градежен блок за инженерите и изведувачите ширум светот кои се посветени на изградба на трајни мрежи на цевководи со висок интегритет.
ПАРАМЕТРИ НА ПРОИЗВОДОТ
| Име на производ | Лакт на цевката |
| Големина | Безшевен лакт од 1/2"-36" (SMLS лакт), 26"-110" заварен со шев. Најголемиот надворешен дијаметар може да биде 4000 mm |
| Стандарден | ANSI B16.9, EN10253-2, DIN2605, GOST17375-2001, JIS B2313, MSS SP 75, итн. |
| Дебелина на ѕидот | STD, XS, XXS, SCH20, SCH30, SCH40, SCH60, SCH80, SCH160, XXS и итн. |
| Степен | 30° 45° 60° 90° 180°, итн. |
| Радиус | LR/долг радиус/R=1.5D, SR/краток радиус/R=1D |
| Крај | Конусен крај/BE/завртување со заден завар |
| Површина | природна боја, лакирана, црна боја, масло против 'рѓа итн. |
| Материјал | Јаглероден челик:A234WPB, A420 WPL6 St37, St45, E24, A42CP, 16Mn, Q345, P245GH, P235GH, P265GH, P280GH, P295GH, P355GH итн. |
| Челик за цевководи:ASTM 860 WPHY42, WPHY52, WPHY60, WPHY65, WPHY70, WPHY80 и др. | |
| Легуриран челик Cr-Mo:A234 WP11, WP22, WP5, WP9, WP91, 10CrMo9-10, 16Mo3, 12crmov, итн. | |
| Апликација | Петрохемиска индустрија; авијациска и воздушна индустрија; фармацевтска индустрија, издувни гасови; електрана; бродоградба; третман на вода, итн. |
| Предности | готова залиха, побрзо време на испорака; достапно во сите големини, прилагодено; висок квалитет |
ФИТИНГИ ЗА ЦЕВКИ
Фитинзите за цевки со челно заварување вклучуваат челични лакти за цевки, челични Т-инженер за цевки, редуктор за челични цевки, капачиња за челни цевки. Сите тие фитинзи за цевки со челно заварување, можеме да ги испорачаме заедно, имаме повеќе од 20 години искуство во производството.
Доколку сте заинтересирани и за други додатоци, кликнете на следниот ЛИНК за да ги проверите деталите.
ЦЕВКА МАИЦА РЕДУКТОР НА ЦЕВКИ КАПАЧЕ ЗА ЦЕВКА Свиткување на цевка КОВАНИ ФИТИНГИ
Материјал и производство:
Ова колено е произведено од безшевна цевка ASTM A234 WPB, ковани јаглеродни челични материјали специфицирани за работа на умерена температура, нудејќи оптимална рамнотежа на цврстина и цврстина. Производството користи безшевно топло туркање или индукциско загревање и свиткување. Овој метод осигурува дека телото на коленото е ослободено од каков било надолжен заварен спој, со што се елиминира потенцијална линија на слабост. По формирањето, секој фитинг се подложува на нормализирачка термичка обработка за да се рафинира структурата на зрната, да се намалат напрегањата при формирање и да се вратат оптималните механички својства на материјалот.
Прецизна димензионална контрола:
Произведено со строго почитување на димензионалните толеранции на ASME B16.9.
- Надворешен дијаметар: 33,4 mm (толеранција ±0,8 mm).
- Дебелина на ѕидот: Одговара на минималната дебелина на ѕидот според SCH160 (приближно 6,55 mm). Производството обезбедува рамномерна дебелина на ѕидот, со проретчување на екстрадозите внимателно контролирано во рамките на дозволените граници на ASME.
- Димензија од центар до крај: Прецизно одржувана на 38 mm (±1,5 mm).
- Незаобленост: Цврсто контролирано на краевите на цевките за да се обезбеди совршено порамнување и вклопување со спојната цевка.
- Наклон на заварување: Двата краја имаат машински обработен наклон на заварување од 37,5° со земјен агол од 1,6 mm (± 0,8 mm), обезбедувајќи чиста, конзистентна подготовка за заварување со висок интегритет.
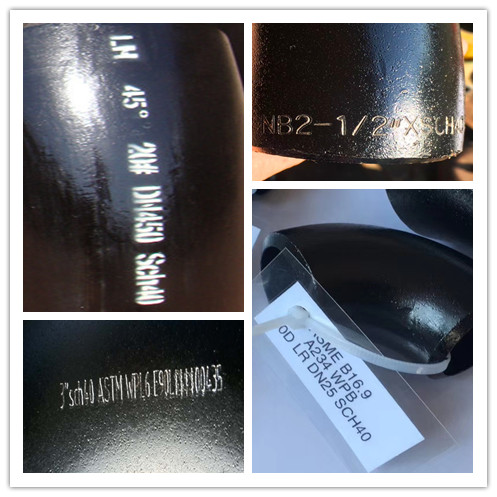
Површина и обележување:
Внатрешните и надворешните површини се мазни, што овозможува непречен тек на проток за намалување на загубата на притисок. Стандардно, површината се испорачува со црна завршница со мелничка скала; пескарење до чистота Sa2.5 е достапно по барање. Секое лактче е трајно обележано во согласност со ASTM A960, вклучувајќи: степен на материјал (A234 WPB), големина (1" SCH160), идентификација или бренд на производителот и следлив број на топлина.
Верификација на суровина:
Секоја серија на безшевни цевки ASTM A234 WPB што се користат во производството е придружена со сертификат за тест за мелница во согласност со ASTM A960. По приемот, вршиме спектрохемиска анализа за да ја потврдиме усогласеноста со барањата за хемиски состав на стандардот за елементи како јаглерод, манган, силициум, фосфор и сулфур. Примероците од истата топлинска серија се подложуваат на тестирање на механички својства за да се потврди дека затегнувачката цврстина, границата на истегнување и издолжувањето ги исполнуваат спецификациите A234 WPB (на пр., мин. цврстина на истегнување 415 MPa, мин. граница на истегнување 240 MPa).
Димензионална и геометриска инспекција:
Секој завршен лакт се подложува на 100% димензионална проверка.
- Дигиталните калибри и ултразвучните мерачи на дебелина се користат за прецизно мерење на надворешниот дијаметар и дебелината на ѕидот на повеќе точки, со посебно внимание на екстрадосите (надворешното свиткување) каде што може да се појави истенчување.
- Угломерите и мерачите од центар до крај го проверуваат аголот на свиткување од 90 степени и растојанието од центар до крај.
- Манометрите за незаобленост проверуваат елиптичност на отворот.
- Мерачите за наклон на заварување гарантираат дека аголот на наклон и димензиите на земјиштето се во согласност со спецификациите за заварување.
Површинско и недеструктивно тестирање (NDT):
- Визуелна инспекција: Темелен преглед на внатрешните и надворешните површини за дефекти како што се пукнатини, споеви или ламинати.
- Тестирање со магнетни честички (MT) или тестирање со пенетрантни течности (PT): Целата надворешна површина, вклучувајќи ги и закосените краеви, се испитува со користење на овие методи за откривање на површински и блиску до површината недостатоци. Ова тестирање го врши персонал сертифициран според ASNT SNT-TC-1A Ниво II.
- Ултразвучно скенирање на дебелина (UT): Фокусирано скенирање се спроведува на екстрадосите и другите потенцијално истенчени области за да се осигури дека дебелината на ѕидот го исполнува или го надминува дизајнерскиот минимум.
Контрола и верификација на процесот:
- Мониторинг на термичката обработка: Кривите на температурата и времето за нормализирање на термичката обработка автоматски се снимаат и архивираат, со што се обезбедува конзистентност и следливост на процесот.
- Хидростатско тестирање (опционално): На барање на клиентот, поединечните лакти можат да бидат подложени на хидростатско тестирање на притисок, обично на 1,5 пати поголем од номиналниот притисок за применливата температура, за да се потврди интегритетот на содржаниот притисок и непропустливоста.
Конечна инспекција и документација:
Сите податоци од инспекцијата се евидентираат во План за инспекција и тестирање (ITP). Производите што ги поминале сите проверки добиваат Сертификат за конечно издавање на инспекција. Целосниот достапен пакет документација вклучува: Сертификат за тест за мелница (MTC 3.1), Извештај за димензионална инспекција, Извештаи за недеструктивни тестови (доколку е применливо), Записи за термичка обработка и Извештаи за инспекција од трети страни (кога ќе ги побара клиентот).
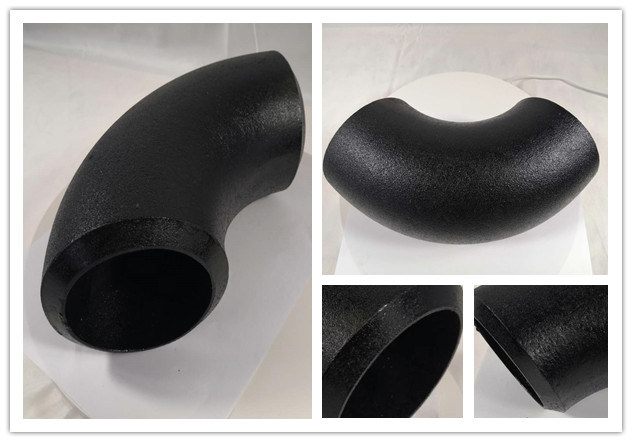
ПОВРШИНА НА ЛАКТОТ
Песочна експлозија
По топлото обликување, организираме пескарење за да ја направиме површината чиста и мазна.
По пескарењето, за да се избегне 'рѓа, треба да се бои со црно боја или масло против 'рѓа, топло поцинкувано (HDG), епоксидна смола, 3PE, површина што исчезнува итн. Тоа зависи од барањето на купувачот.
ТЕРМИЧКА ОБРАБОТКА
1. Чувајте го примерокот од суровина за да може да се следи.
2. Строго организирајте термичка обработка според стандардот.
ОЗНАЧУВАЊЕ
Различни работи за обележување, може да се закриват, да се бојадисаат, да се лепат со етикета. Или по ваше барање. Прифаќаме обележување на вашето ЛОГО.

ДЕТАЛНИ ФОТОГРАФИИ
1. Косочен крај според ANSI B16.25.
2. Прво пескарете, а потоа совршено боење. Може да се лакира и.
3. Без ламинација и пукнатини.
4. Без никакви поправки на заварување.
ИНСПЕКЦИЈА
1. Мерења на димензии, сите во рамките на стандардната толеранција.
2. Толеранција на дебелина: +/-12,5%, или на ваше барање
3. ПМИ
4. МТ, УТ, рендгенски тест
5. Прифатете инспекција од трета страна
6. Набавете MTC, EN10204 3.1/3.2 сертификат


ПАКУВАЊЕ И ИСПОРАКА
По конечното одобрување, секое колено од DN25 SCH160 веднаш се премачкува со антикорозивно масло на закосените краеви и обработените површини. Потоа се запечатува индивидуално во пластична кеса со инхибитор на корозија на пареа (VCI), обезбедувајќи робусна заштита од корозија за време на транспортот и складирањето. За нарачки на големо, индивидуално спакуваните колена се уредно распоредени во цврсти дрвени гајби за извоз или зајакнати картони, со внатрешни прегради од пена или картон за да се спречи оштетување од контакт. Гајбите се надворешно зајакнати со челични ремени и јасно означени со симболи за ракување како што се „Кршливо“ и „Чувајте суво“.

Разновидни индустриски апликации:
Овој лакт со висок притисок и тешки ѕидови е идеален избор за критични апликации во клучните индустрии:
- Нафта и гас: Линии под висок притисок во склопови на глави на бунари, мерни плочи, цевководи на компресорски станици и единици за хидропреработка под висок притисок во рафинерии.
- Производство на енергија: Водоводни цевки под висок притисок, главни системи за бајпас на пареа и приклучоци за грејачи под висок притисок во електрани.
- Хемиска и петрохемиска индустрија: Доводни и празнечки линии за реактори под висок притисок, приклучоци за разменувачи на топлина под висок притисок и цевки во процеси на синтеза под висок притисок (на пр., уреа).
- Индустриска машинерија: Влезни и излезни цевки за пумпи под висок притисок, хидраулични системски цевки и апликации подложни на силни циклични промени во притисокот или пулсации.
Наши конкурентски предности:
- Специјализација во фитинзи под висок притисок: Поседуваме посветена експертиза во производство на фитинзи SCH160 и повисока класа, со избор на материјали и контроли на процесот специјално оптимизирани за работа под висок притисок.
- Гаранција за беспрекорен интегритет: Нашата посветеност на беспрекорната технологија на производство ги елиминира ризиците поврзани со заварските споеви, обезбедувајќи највисоко ниво на безбедност и сигурност за нашите клиенти.
- Ригорозно управување со квалитетот: Протокол за повеќестепена инспекција, со строги проверки во секој чекор на производство - особено критичниот НДТ за компоненти под висок притисок - обезбедува филозофија без дефекти за производите што излегуваат.
Цевководните фитинзи се клучни компоненти во цевководниот систем, кои се користат за поврзување, пренасочување, пренасочување, промена на големината, запечатување или контрола на протокот на флуиди. Тие се широко применети во области како што се градежништвото, индустријата, енергетиката и комуналните услуги.
Клучни функции:Може да извршува функции како што се поврзување на цевки, менување на насоката на проток, делење и спојување на текови, прилагодување на дијаметарот на цевките, запечатување на цевки, контрола и регулирање.
Опсег на примена:
- Водоснабдување и одводнување на зграда:За мрежите со водовод се користат ПВЦ лакти и PPR триаголници.
- Индустриски цевководи:Прирабници од не'рѓосувачки челик и лакти од легиран челик се користат за транспорт на хемиски медиуми.
- Транспорт на енергија:Фитинзи од челични цевки под висок притисок се користат во нафтоводи и гасоводи.
- HVAC (Греење, вентилација и климатизација):Фитинзи за бакарни цевки се користат за поврзување на цевководи за ладење, а флексибилни споеви се користат за намалување на вибрациите.
- Земјоделско наводнување:Брзите конектори го олеснуваат склопувањето и расклопувањето на системите за наводнување со прскалки.
-

SUS304 316 фитинзи од не'рѓосувачки челик за заварување Б...
-

ASME B16.9 A105 A234WPB Заварување со челен јаглероден челик ...
-

Asme b16.9 распоред 80 челични цевководни фитинзи мета ...
-

Нерѓосувачки челик A403 WP316 заварување цевки за фитинг...
-

A234WPB црна безшевни челични цевки фитинг нееднакво ...
-

јаглероден челик A105 A234 WPB ANSI B16.49 3d 30 45...




